上海汉意塑料机械优质供应三机一体除湿干燥机,图片,价格,产品属性,仅供参考,不作交易依据,具体以实物为准,欢迎来电咨询。
一、电路控制板总述
1.1、性能简介
GW5178电脑控制板电脑工作性能稳定、可靠,功能完善,具有7路开关量输入,12路继电器输出,并能同时控制2路温度,采用先进的、高集成度的一体化单片机,极大地提高了系统的抗干扰能力,宽电源输入AC85-265V(220V)。
1.2、安全要求
1、请务必详尽阅读“安全要求”,并严加遵守各项安全要求。
2、妥善保管好该使用说明书,以便想关人员随时取阅。
3、指定电源为控制器供电,切勿与其它电器共同用同一电源,以免导致负荷过大的危险。
4、务必保证控制器可靠接地并经常检查接地是否牢固,接地不当可能导致触电的意外。
5、装时请遵守强弱电分离的原则。
6、稳固安装控制器,以防控制器跌落伤人或损坏。
1.3、上电前准备
1、确定电源接线良好。
2、确定输入、输出接线良好。
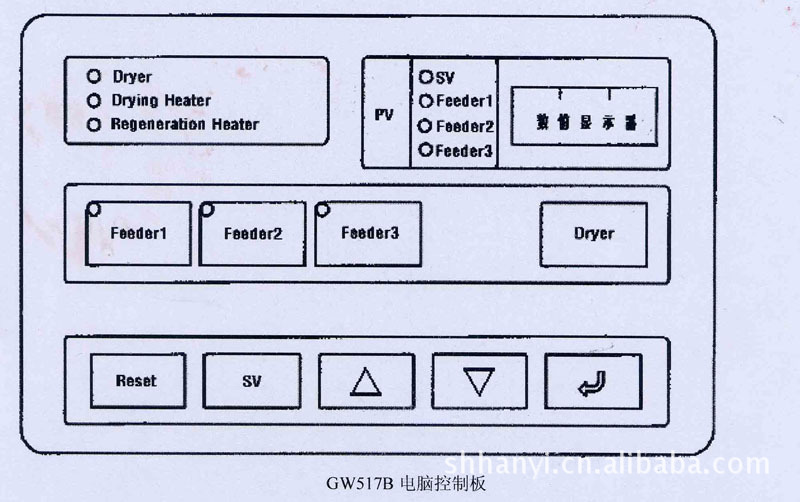
二、电路控制板各部分说明
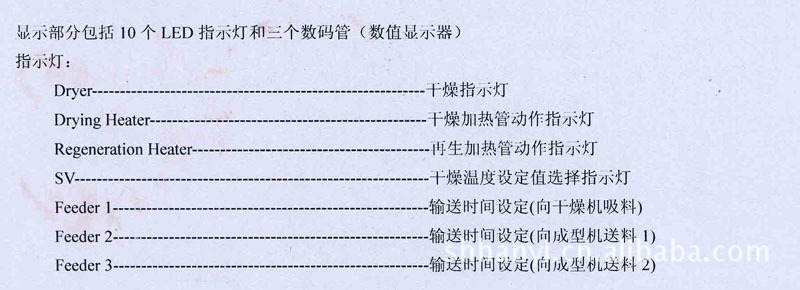
1、显示部分
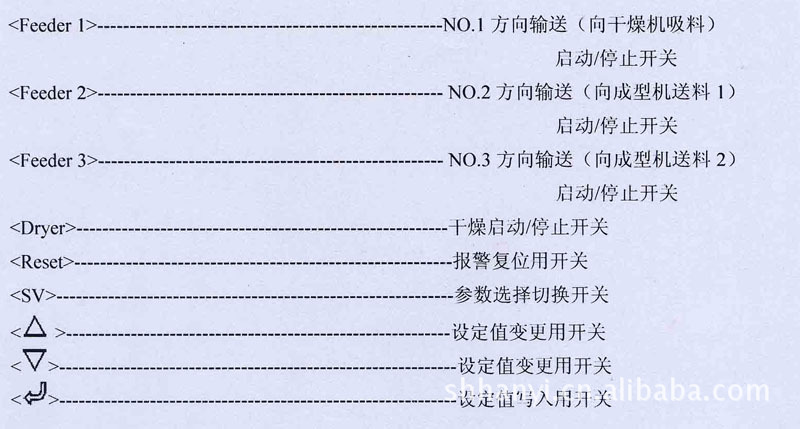
2、按键部分
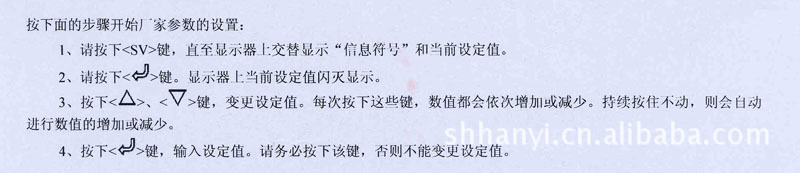
三、参数设置
4.1.用户参数设定
每次按下<SV>键,参数显示灯会切换。但请注意按下<SV>键5秒以上,会转移到工程设定模式。
|
设置项
|
信息符号
|
默认值(范围)
|
备注
|
|
干燥温度
|
SV
|
80℃(0-350℃)
|
标准范围为:80-160℃
|
|
起动定时器
|
DLY
|
0.0 (0.0-99.5)
|
0.1H=10min, 起动定时器计时中发生停电后不会自动起动,请手动起动;手动所起动方法请参照“运转操作”。
|
|
NO.1输送时间
|
Fd1
|
20秒(0-999秒)
|
一次输送
输送时间因输送距离、材料种类的不同而不同;请设定输送开始到不料斗材料即将满料时所用的时间,为NO.1输送时间。
|
|
NO.2输送时间
|
Fd2
|
15秒(0-999秒)
|
标准范围为:原料取出时间+5秒
二次输送。
输送时间因输送距离、材料种类的不同而不同,请设定从输送始开始到输送管内无材料剩余所用时间,为NO.2输送时间。
|
|
NO.3输送时间
|
Fd3
|
15秒(0-999秒)
|
标准范围为:原料取出时间+5秒
二次输送2方向。
输送时间因输送距离、材料种类的不同而不同,请设定从输送始开始到输送管内无材料剩余所用时间,为NO.3 输送时间。
|
|
NO.1排出时间
|
Fe1
|
25秒(0-999秒)
该时间不用设置
|
一次输送。
排出时间请排料开始到小料斗内材料完全排除所用的时间,为NO.1排出时间。
|
|
NO.2排出时间
|
Fe2
|
25秒(0-999秒)
该时间不用设置
|
二次输送。
排出时间因成型机上的小料斗种类、容量不同而不同。请设定从排料开始到成型机小料斗内的材料完全排出所用的时间,为NO.2排出时间。
|
|
NO.3排出时间
|
Fe3
|
2秒(0-999秒)
该时间不用设置
|
二次输送2方向。
排出时间因成型机上的小料斗种类、容量不同而不同。请设定从排料开始到成型机小料斗内的材料完全排出所用的时间,为NO.3排出时间。
|
|
NO.2原料取出时间
|
bt2
|
5秒(2-10秒)
|
二次输送。
材料取出时间因输送距离、材料的种类而不同。请设定从输送开始到小料斗内材料即将满料时所用的时间,为NO.2原料取出时间。
|
|
NO.3原料取出时间
|
bt3
|
5秒(2-10秒)
|
二次输送2方向 。
材料取出时间因输送距离、材料的种类而不同。请设定从输送开始到小料斗内材料即将满料时所用的时间,为NO.3原料取出时间。
|
4.2、工程设定模式参数
按下<SET>键5秒以上,进入到工程设定模式。工程设定模式下,每次按下<SV> 键,信息符号会切换。
|
设置项
|
信息符号
|
(范围)
|
初始设定值
|
备注
|
|
上限温度警报检测延迟时间
|
Ult
|
(0-999秒)
|
5秒
|
延时报警时间
|
|
Feed1输送异常计数
|
LCt
|
(0-999次)
|
50次
|
|
|
干燥机料位异常检测计数
|
LCt
|
(0-999次)
|
20次
|
|
|
Feed1输送异常检测延迟时间
|
1Ed
|
(0-999分钟)
|
120分
|
延迟报警时间
|
|
Feed2输送异常检测延迟时间
|
2Ed
|
(0-999秒)
|
180秒
|
延时报警时间
|
|
Feed2 输送异常检测延迟时间
|
3Fd
|
(0-999秒)
|
180秒
|
延时报警时间
|
|
上限温度警报(干燥温度偏差)
|
dUS
|
(0-40℃)
|
20℃
|
延时报警时间
|
|
上限温度警报(再生温度偏差)
|
rUS
|
(0-40℃)
|
30℃
|
延时报警时间
|
|
干燥系统断线检测时间(干燥)
|
dLP
|
(0-999分钟)
|
0分
|
延时报警时间
|
|
再生系统断线检测时间(再生)
|
rLP
|
(0-999分钟)
|
0分
|
延时报警时间
|
|
Feed1料位计要求延迟
|
L1d
|
(0-999秒)
|
3秒
|
料满信号产生后,料未满信号的检测延时
|
|
Feed2料位计要求延迟
|
L2d
|
(0-999秒)
|
3秒
|
料满信号产生后,料未满信号的检测延时
|
|
Feed3料位计要求延迟
|
L3d
|
(0-999秒)
|
3秒
|
料满信号产生后,料未满信号的检测延时
|
|
逆相检测功能
|
rst
|
(0-1)
|
1
|
1为启用,0为禁用
|
4.3、厂家参数设定
在进入工程设定模式后,再连续按<Reset >键5秒进入厂家参数设定
|
设置项
|
信息符号
|
默认值(范围)
|
备注
|
|
Feed1捕集器种类
|
dp1
|
0(0-3)
|
0:JC料斗阀
1:JC料斗阀 (Λ .C.)
2:JC料斗阀 (Λ .O.)
|
|
Feed2捕集器种类
|
dp2
|
3(0-3)
|
0:原料吐出口阀
1:空气口阀
2:MSD (切换后输送)
|
|
Feed3捕集器种类
|
dp3
|
3(0-3)
|
|
|
挡板种类
|
bAt
|
0(0-2)
|
|
|
输送方向切换阀停止延时
|
2dL
|
5s(0-999s)
|
|
|
警报输出切换
|
Aln
|
1(0-1)
|
0:正常运转输出
1:异常发生输出
|
|
Feed1料位计输入切换
|
1rL
|
0(0-1)
|
0:常闭触点输入
1:常开触点输入
|
|
Feed2料位计输入切换
|
2rL
|
0(0-1)
|
|
|
Feed3 料位计输入切换
|
3rL
|
0(0-1)
|
|
|
干燥冷却时间
|
d- c
|
5分(0-99分)
|
|
|
再生冷却时间
|
r-c
|
5分(0-99分)
|
|
|
再生温度
|
rSv
|
180℃(0-350)
|
|
|
干燥温度设定上限
|
SLH
|
160℃(0-350 ℃
|
|
|
传感器异常检出延进时间
|
SEd
|
5s(0-999s)
|
|
|
比例带(干燥)
|
d-p
|
(0.0- 99.9%FS )
|
自动调谐,自动输入
|
|
积分时间(干燥)
|
d-i
|
(0-999S)
|
自动调谐,自动输入
|
|
微分时间(干燥)
|
d-d
|
(0-999S)
|
自动调谐,自动输入
|
|
感度(干燥)
|
d-C
|
1℃ (0-100℃)
|
|
|
比例周期(干燥)
|
d-t
|
2S (0-120S )
|
|
|
比例带 (再生)
|
r-p
|
(0.0- 99.9%FS )
|
自动调谐,自动输入
|
|
积分时间(再生)
|
r-i
|
(0-999S)
|
自动调谐,自动输入
|
|
微分时间(再生)
|
r-d
|
(0-999S)
|
自动调谐,自动输入
|
|
感度(再生)
|
r-c
|
1℃(0-100℃)
|
|
|
比例周期(再生)
|
r-t
|
2S (0-120S)
|
|
|
PV偏差(干燥)
|
dPv
|
0℃(-10-10℃)
|
|
|
PV偏差(再生)
|
rPv
|
0℃(-10-10℃)
|
|
|
气缸挡板SSR励磁时间
|
f1t
|
2.5S( 0.0-9.9S)
|
|
|
行程切换等待时间
|
1nt
|
2S( 0.0-99.9S)
|
|
|
输送风机再起动延时时间
|
bdl
|
10S (0-99S)
|
|
|
℃/F切换
|
-CF
|
℃ (℃-F)
|
|
4.3、输入常开常闭
七路输入中, 温度正常信号为“常闭”开关,其余默认为“常开”开关
四、故障说明
在检查异常发生进行修复前,请务必将电脑控QA板掉电。
当机器的运转因某一原因发生异常时,控制面板上显示报警字符,报警蜂鸣器叫,提醒出现异常。
按<Reset >键停止蜂鸣
|
ALARM 显示
|
信息符号
|
异常内容/ 连锁装置
|
对策
|
|
EPROM错误
|
E0
|
接通电源时,ROM读不出正确数据
|
重新上电后运行如再出现报警, 是
控制器有故障的的原因,请更换控 制器
|
|
逆相
|
E1
|
电源线逆相连接时发生。
|
请将3想交流电源连接设置为正相
|
|
干燥风机过负荷
|
E2
|
风机中流过过电流,热继电器断开时发生 。
运转自动停止。
|
请打开电控箱,按下热继电器的复位按钮。
异常原因解除后,按下<Reset >键,
信息符号指示灯灭。如再出再问题,请检查机器
|
|
输送风机过负荷
|
E3
|
风机中流过过电流,热继电器断开时发生 。
运转自动停止。
|
请打开电控箱,按下热继电器的复位按钮。
异常原因解除后,按下<Reset >键,
信息符号指示灯灭。如再出再问题,请检查机器
|
|
干燥温度或再生温度上限
|
E4
|
干燥温度或再生温度在设定温度+上限设定温度以上时发生
运转自动停止
|
请检查机器,解除异常原因后, 按下<Reset >键,
信息符号指示灯灭。
|
|
干燥传感器断线
|
E5
|
干燥用电偶(CA传感器)或热电偶配线断线时发生。
运动自动停止。
|
请检查机器,解除异常原因后, 按下<Reset >键,
信息号指示灯灭。
|
|
再生传感器断线
|
E6
|
干燥用电偶(CA传感器)或热电偶配线断线时发生。
运动自动停止。
|
请检查机器,解除异常原因后, 按下<Reset >键,
信息符号指示灯灭。
|
|
NO.1输送异常
|
E7
|
NO.1方向输送起动后,一定时间内NO.1小料斗未满时发生。
或尽管重复进行2次输送,但没有进行一次输送时发生。
|
NO.1小料斗内料满,则自动解除报警。若要强制解除报警,
请再一次按输送开关。
|
|
NO.2 输送异常
|
E8
|
NO.2方向输送启动后,一定时间内NO.2小料斗未满时发生
|
NO.2小料斗内料满,则自动解除报警, 若要强制解除报警时, 请再一次按输送开关
|
|
NO.3 输送异常
|
E9
|
NO.2方向输送启动后,一定时间内NO.2小料斗未满时发生
|
NO.2小料斗内料满,则自动解除报警, 若要强制解除报警时, 请再一次按输送开关
|
|
(加热器过温)/蜂巢转轮异常
|
E10
|
1.发生干燥温度或者再生温度异常过高时。
告知停止向加热器通电。装置上的指示灯亮。
2.发生蜂巢转轮异常。
|
1.异常原因解除后,请重新上电复位
2.蜂巢转轮异常检查
(1) 同步皮带是否断裂
(2) 调速马达烧坏/调速器烧坏
|
五、逻辑控制
1、运转操作
|
步聚
|
操作项目
|
操作内容
|
|
1
|
准备
|
给电脑控制器上电
|
|
2
|
NO.1输送起动
(1次输送)
|
按下<Feeder1 >键,则 <Feeder1 >键左上方指示灯亮
NO.1方向的材料输送动作起动
输送动作中指示灯闪亮
|
|
3
|
干燥起动
|
按下<Dryer>键,则 <Dryer>键指示灯亮,干燥运转开始起动。
设定起动定时,在设定时间后,开始干燥运转
设定干燥起动时间时,请同时按下 <Reset>键和 <Entet>键
|
|
4
|
NO.2输送起动
(2次输送)
|
按下<Feeder2 >键,则 <Feeder2 >键左上方指示灯亮,
NO.2方向的材料输送动作起动,输送动作中指示灯闪灭。
注意:请在充分进行初始干燥后,再身成型机输送。初始干燥不充时,
会造成成型不量。
|
|
5
|
NO.3输送起动
(2次输送2次方向)
|
按下<Feeder3>键,则 <Feeder3 >键左上方指示灯亮,
NO.3 方向的材料输送动作起动,输送动作中指示灯闪灭。
注意:请在充分进行初始干燥后,再身成型机输送。初始干燥不充时,
会造成成型不量。
|
|
6
|
NO.1输送停止
(1次输送)
干燥停止
|
1. 请按下<Feeder1 >键,指示灯灭,NO.1方向的输送动作停止.
2. 请按下<Dryer>键。加热管停止工作,进入冷却动作,此时只有风机运转。
<Dryer>键指示灯从亮灯变为闪灭状
3. 冷却定时器的定时时间到(10分钟后), <Dryer>指示灯灭, 机器停止。
除特殊情况以外,在<Dryer>指示灯灭前,请不要切断电源。
4.按下<Feeder2>键,指示灯灭,NO.2方向的输送动作停止。
5.按下<Feeder3>键,指示灯灭,NO.3方向的输送动作停止。
|
|
7
|
电源OFF
|
关掉电源开关。
|
2、自动调整的起动方法
请按以下步聚来进行
1).干燥风机运转中,且干燥温度测定值显示中,同时按下↑↓ 键2秒,开始自动调整。(自动调整中,测定温度和At以1秒的周期交替显示。
2) . 自动调整结束后,返回到通常PV显示,根据调整结果开始PID控制。
3). 强制停止自动调整时的操作过程与1)完全相同。
(这时的P.I.D设定值与自动调整前设定相同,无变更。)
* 因本控制器不显示自动调整出错信息,所以即使发生自动调整出错(传感器断线、或自动调整是时间超过3小时),也不会显示出错信息,蜂鸣器也不警报。此外,若发生自动调整出错,不重新接通电源,就不能重新进行自动调整。


